
Workshop tips: Plasma cutting

Is there a place for new metal cutting technology on your farm? Andrew Pearce explores the world of plasma with help from Mick Andrews, welding process superintendent at ESAB
Plasma cutter. There’s a name with a real Star Wars ring to it, even though the technology dates back to the 1950s and isn’t nearly as scary as George Bush’s national missile defence system.
But it’s still very clever stuff. And since the recent introduction of small inverter-based sets, plasma cutting is increasingly affordable on the farm.
What can it do for you?
Traditional gas cutting kit works by oxidising hot metal, and there lies its Achilles’ heel. Faced with something that won’t oxidise (stainless steel, aluminium) or oxidisespoorly (cast iron), oxy-acetylene or oxy-propane can’t cope.
A plasma cutter, though, can slice anything which conducts electricity, so all the steels and non-ferrous metals are fair game. It takes less skill to use than oxy-fuel cutting, is potentially safer (nofuel gases or flashback risk) and fillets metals with speed, surgical tidiness and precision.
Yet it is not the universal solution for agriculture. Today’s sets are still very expensive compared with gas cutting kit and consumables do not last long. Even the most modern single-phase machines have limited capability and are tied to a compressed air supply, so are not readily mobile.
Neither can they heat, weld or offer the side cutting thickness choice of gas. But if you have a need to make speedy, neat cuts in single items or stacks – and don’t want the hassle and cost of cylinders – then plasma is definitely worth a look.
For an idea of how it works, see later. First, two quick definitions: A quality cut has a clean finish with minimal, easily-removed dross and comes from a plasma set working within its capability.
A severed cut will separate, but needs much more cleaning up, and tells you that the set is literally working on the ragged edge. The difference between the two can be just 2-3mm plate thickness
 |
 |
Plasma cutting will fit right into most workshops. All that is required is a single-phase mains outlet for smaller sets (13A is usually OK with a slow-blow fuse) or three-phase power for bigger ones, plus a reliable supply of clean compressed air.
The latter may not be needed, as some small plasma cutters have a compressor on board, though such sets have lower capability.
About 120 litres/min (4-5cfm) of air at 5.5-6bar (80-90psi) will serve single-phase sets, requirements deliverable by even a modest compressor.
Three-phase tackle able to sever 45mm mild steel needs about 165 litres/min (5.5-6cfm) at similar pressures.
The air supply must be dry, as wet air leads to uncontrolled internal arcing, which will quickly wreck the torch.
Good sets have their own inlet air filter/regulator to back up the workshop outlet’s own separator.
Plasma can pierce and gouge, albeit within limits.
Piercing capability extends to about 60% of cutting capacity, while gouging is the preserve of three-phase sets. The market divides into inverters (small, portable) and conventional power units.
Either way the cost/capability balance strikes hard.
Single-phase equipment is limited to clean-cutting 8-10mm steel, not enough for plasma to be the only cutting technology on most farms.
Three-phase sets able to cut 45mm steel are significantly more expensive.
So, as usual, equipment choice depends on the depth of your pocket and on the use you have for it.
Where light-gauge work like ducting, irrigation pipes, cladding, trailer sides, vehicle bodywork, gates, guards and decorative ironwork feature, a small plasma cutter with 6mm capability (£400-£500) brings convenience without big capital outlay.
Or you can take the next step up.
The Murex Sabre-arc 351i shown here is rated at 35A and lists at £1400.
It runs from a 13A socket and can server up to 10mm mild steel or 6mm aluminium at a 40% duty cycle.
Quality-cut capability is lower at 8mm and 6mm.
The latest generation single-phase sets from Murex and ESAB have higher performance, severing 12mm in steel and quality cutting to 10mm.
Cost depends on where you level your sights. Units from big-name makers come with solid warranty backup and deliver what it says on the tin.
Expect to pay £1300-£1500 for a 35A single-phase inverter, rising to £3500-£4000 for a three-phase machine with 45mm cutting capability.
Below the top tier lies a swarm of lower priced equipment, typically £500-£1000 for 25A-40A single-phase units.
Main consumables are the electrode and tip, with outer nozzles wearing more slowly, but at risk of physical damage. Service life depends on conditions.
An hour’s continuous work before replacement is normal; new electrodes are about £4-£5, tips £3-£5, nozzles £15-£20. This significant ongoing cost is offset for many users by plasma’ speed, ease and ready ability to work round a template.
A plasma is a gas that has been superheated until it breaks down and ionises. Plasmas are intensely hot (up to 50,000C, but typically 15,000-20,000C) and conduct electricity very readily.
Equipment varies from highly complex, mechanised industrial units to portable packs. All work on the same principle. Simple single-phase sets ionise ordinary air into a plasma; three-phase sets generally use air, too, but may also add a second gas like nitrogen.
The plasma is generated inside a torch. Smaller and handier than the gas cutting equivalent, in its simplest form this holds a central electrode, a tip with a small exit hole centred over the electrode, and a surrounding ceramic/fibre cup.
When the operator clicks the torch trigger, compressed air at 4-6bar (60-90psi) streams down around the electrode and exits through the tip.
After a short pause the power supply delivers a jolt of high frequency DC to the electrode, creating an internal pilot arc between the electrode and tip.
This ionises air into plasma, which pushes the pilot arc out from the tip. On contact with the work the set’s main arc fires up and tracks down the plasma column.
The pilot arc is shut off, and main arc forms a straight, clean-edged column travelling at near-supersonic speed. The combination of arc heat and plasma jet force first melts, then blows away metal to leave a narrow, clean cut line (or kerf) with very little dross.
The cut continues for as long as there is metal for the arc to transfer to, or until the operator releases the trigger. Air then continues to flow for a few seconds to cool the torch.
By varying the current, gas flow, gas type and tip hole diameter, the size and force of the plasma jet can be changed. Different thicknesses of varying materials can thus be cut. Or by using lower gas flow in dedicated kit, welding is possible.
Air is deliberately swirled into a mini-tornado as it enters the electrode chamber, so it centres on the electrode and spins in a tight, parallel-sided column through the tip outlet.
The electrode is made of copper, with a core of hafnium or tungsten. Hafnium is used with air, as it can stand contact with oxygen; tungsten is used with nitrogen. The tip is also copper and would normally melt from proximity to the intensely hot plasma, but is protected by the column’s outer skin of non-ionised, cooler air formed in the swirl process.
Torches vary in design. Single-gas versions (naturally enough) use one gas, typically air, but divide it into two flows internally; one swirled for the plasma and another passing round the outside of the tip to cool it. Multi-gas torches allow different gases to be used for plasma generation and shielding.
[1] Plasma cutting is very thickness sensitive. Just a little extra metal turns a quality cut (8mm mild steel, top) into a sever cut (10mm mild steel, bottom).
[2] A good single-phase inverter set has stepless control of current (1), warnings for over-temperature and low air pressure (2 and 3) and a gauge for pressure setting (4). The air check button simulates flow as it will be when the torch is operated, allowing accurate setting.
 |
[3] High-density technology inside a modern inverter helps explain the price.
[4] Gas can’t slice aluminium or stainless steel, but plasma can.
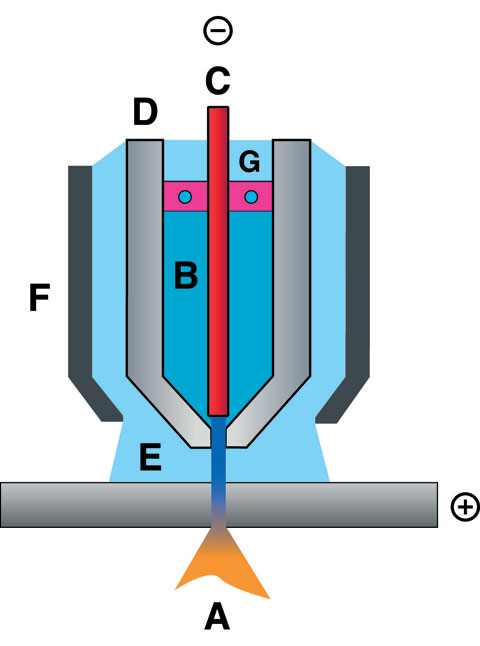
[5] Torch operation. An intensely hot plasma jet (A) is formed from swirling high-pressure air (B) as it is ionised by an arc from the central electrode (C). The nozzle (D) concentrates the jet through a small hole. Cooling air (E) flows round the nozzle, contained by a shield cup (F). A ceramic collar around the electrode controls air swirl (purple G).
 |
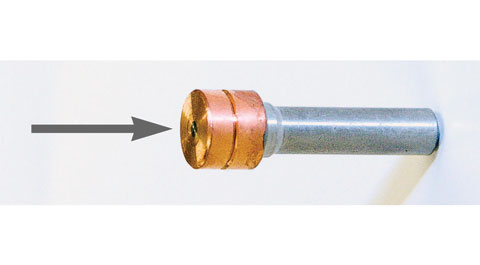 | |
| A plasma electrode has a central core of hafnium or tungsten (arrow), surrounded by copper. Service life is about one hour’s continuous use, cost is £4-£5 |
