
Easy guide to hardfacing: part 1

This is the first of a two-parter in which ESAB’s Mick Andrews takes Andrew Pearce through the finer points of hardfacing, piercing and gouging. Sounds painful…
Hardfacing is something of a mystery. It’s like driving round the farm on a foggy morning – all the familiar landmarks are there but somehow different, and you’re not necessarily sure that you’re looking at a profitable operation.
Still, this much is clear. Hardfacing is the business of laying down abrasion – and (maybe) impact-resistant metal on new or worn mechanical or soil-engaging parts, with the aim of extending service life.

The thick rod coat contains metal powder, so hardfacing consumables lay down more material than core wie diameter alone suggests. That is, the recovery rate is more than 100%.
Next time: Weave patterns for hardfacing and a look at gouging and piercing electrodes – handy things to take to the field.
More welding advice
The speed and ease of MIG/MAG welding suggests that’s the way to go. But hardfacing with MIG means using cored wires, and to get the required burn-off and fusion with these needs more current than single-phase sets can deliver.
So for most farms, the weapon of necessity is a manual metal arc (MMA) stick set. Depending on the rods you choose, even that may not be up to scratch, as Get set explains.
Matching electrode and job takes us back into the fog. Most repair and fabrication involves mild or low-alloy steels, so you can jog along quite happily with general-purpose rods; their forgiving composition handles surface contamination and minor variations in metal make-up.
But wear-resistant parts are made of sterner stuff. In the workshop it’s impossible to fathom their composition, so the repairer can’t properly match electrode and material in the way that industry can.
The wrong rod and/or technique can see expensive hard covering flaking off, and perhaps even the whole part cracking through – although with a little care neither should happen. To make sure it doesn’t, here’s the low-down on electrode selection and care, plant setting, pre- and post-heat treatment and welding technique.
First though, please take two cautions to heart – see Alerts.
Rod selection and care
Hardfacing rods can be formed as a tube packed with flux and powdered metal, or as a conventional coated stick. ESAB offers the latter.
Four ESAB electrodes cover farming’s needs:
1. OK 83.28 is a low-alloy rod designed for building up parts in metal-to-metal contact: gears, sprockets, clog clutches and so on. Hardness is 30 HRC, machinability is good. Min OCV 70V, AC or DC+ operation.
2. OK 83.50 is a low alloy, high carbon electrode for repair and of worn parts. Runs from small sets with low open circuit voltage. Resistant to abrasion and impact. Hardness is 50-60 I-IRC; can only be ground, not machined. Min OCV 45V, AC or DC+ operation
3. OK 84.78 contains chromium carbides and is for surfacing only. Ideal for very abrasive soils or corrosive conditions. High recovery – puts down a lot of metal for a given rod diameter. Hardness 59-63 HRC so can only be ground. Min OCV 50, AC or DC+ operation.
4. OK 84.84 is a very expensive, complex carbide-containing rod for surfacing only, suited to extremely abrasive soils where pressure on the part is high. Good for edges, unusual in giving high hardness for a single layer.
Hardness is 62 HRC, can only be ground. Min OCV 45V, AC or DC+ operation. Keep rod vertical to work while welding. Notes: Equivalent rods are available in other brands. HRC is a comparative hardness scale.
The electrodes above come vacuum-packed to keep them dry. Once opened and stored, all four types should be oven-baked before use, or water in the coating is likely to produce hydrogen, cracking the weld. RE-drying instructions are on the packet, along with info on welding current range, OCV requirement and so on.

ESAB’s hardfacing consumables come vacuum-packed. Plant setting and re-drying requirements are on the pack.
The harder the deposit, the less flexible and more brittle it is. If very hard material is laid directly over substantially softer metal, the top layer may crack on cooling and flake or spall off altogether, and the expensive hard metal is diluted by mixing with the softer stuff.
One way round cracking and spalling is to use a buffer or buttering layer between soft and hard metal, like the jam in a sandwich. ESAB’s OK 67.45 lays down the required tough, stress-absorbing buffer, while dilution can be kept down by welding relatively quickly, and by using minimum current and minimum weave to restrict melt and mix.
How do you know when to butter? This is formally defined according to parent material and impact level in service, but lacking accurate information on the former have to suck it and see.
The simple way is to hardface a few trial parts without buttering, and if the top coat stays put in work you’ll have the answer.
The more complicated – but much better -approach is to badger the maker of the part to be surfaced for info on its composition, than to ask an corrode supplier about the best technique and rods for the job.
Importantly and irrespective of buttering, at least two hardfacing layers are usually needed for the top one to show maximum hardness.
While not all hardfacing rods require it, pre-heating and slow cooling of the work make good insurance against cracking. Usually pre-heat is to a specific temperature, but in the rough-and-ready workshop it’s enough to warm the part evenly and thoroughly with a gas torch.
The aim is just to drive off any water, so don’t overdo it. After welding let the work cool slowly in air. Quenching is a sure way to produce cracks or worse.

ESAB’s hardfacing consumables come vacuum-packed. Plant setting and re-drying requirements are on the pack.
Nothing out of the ordinary here in rod angles, speed of travel, arc length and plant setting – just keep within the requirements laid out on the packet and weld as you would with a general-purpose rod.
Expect a fluffy arc punctuated by quiet spittings (much like cast iron or special-steel rods) with a lacy slag covering to follow. Watch your eyes with this, as bits can ping off spontaneously as the weld cools.
Hardfacing electrodes are designed to give a quick-freezing deposit which helps when working along edges, but paradoxically the weld pool tends to be wide.
This makes working away from the flat rather tricky; use the shortest arc, lowest current and fastest travel consistent with good fusion to control the pool. Overhead work is best avoided or left to owners of a thoroughly fireproof hat.
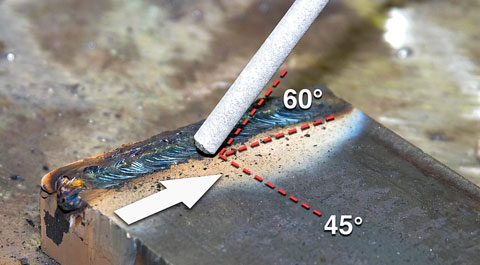
Use conventional arc length, travel speed and rod angles when handfacing. For overlapping passes, angles are roughly 60° from vertical, 45° from parent material. Weave patterns will be covered next time.
A VOLTAGE – the open circuit voltage or OCV – must exist between the electrode and work before the arc can strike. Simple stick units have one output terminal and generally offer 50V OCV. Others provide a second tine at up to 90V.
Stick welding electrodes always have a specific OCV requirement. General-purpose rods are usually happy strike and run at 50V, but specialist rods – including some hardfacing varieties – need higher voltage to strike cleanly and run with a stable arc.
So before buying consumables, ask the supplier for their OCV requirement and check that your set can deliver the goods. If it can’t the results will be poor.
DONT hardface I2-14% manganese steel. Often used for bucket teeth and other bits which have to put up with high impact, this material is very tough, but quickly turns brittle when re-heated and slow-cooled – so the heat from the hardfacing is very likely to crack to it. Structural steels with lower manganese content are fine.
High manganese steels are typically used in crushing and milling applications and, crucially, aren’t magnetic. Otherwise they’re light grey in colour and are usually castings, designed to be bolted on to avoid welding.
Sometimes they come with a warning label, and may have the letters ‘MN’ cast into them.
Now to fume. Hardfacing electrodes carry a lot of metallic elements in their flux coating – which is how even a small diameter rod manages to lay down a very substantial bead.
Consequently hardfacing fume contains much human-damaging heavy metal vapour, which won’t do you any good at all.
Ideally, use forced fume extraction. If that’s not possible, wear a specific welding respirator marked EN149:2001 (3M’s disposable 06920 mask is an example). Work in moving air and stay out of the main fume column.

Hardfacing releases more hazardous metal vapour than general repair work. If fume extraction is not possible, wear a purpose-designed welding respirator and stay out of the main fume column. Nuisance dust respirators will not protect.
