
Why farmers are installing ultra accurate CNC plasma cutters
 © MAG/Oliver Mark
© MAG/Oliver Mark A growing number of farmers are opting to tool up with engineering-grade workshop equipment to produce their own machinery parts.
And when it comes to carving out perfect sheet metal profiles, there’s little to match a CNC plasma cutter for speed, accuracy and consistency.
They certainly don’t come cheap – expect to pay north of £15,000 for an entry-level model from a reputable firm.
However, given enough use, they could quickly nibble away at that initial investment through savings on outsourced metalwork.
See also: Herts contractor builds novel self-propelled bale chaser
Derbyshire-based Swift-Cut has been building these “light industrial” CNC plasma machines since 2011.
As well as the usual demand from businesses patching up mining machines in Australia and cable cars in the Alps, it reports growing interest from workshop-savvy farmers.
They may be regularly undertaking large fabrication projects or looking to reduce expenditure on off-the-shelf components by reproducing them in-house.
Its range encompasses three models but, taking price and capacity into account, it’ll be the entry-level machine that suits the budget and needs of most potential ag-based customers.
It is dubbed the Pro, is the company’s best seller, and is capable of cleanly carving through mild steel up to 25mm thick – or more if a plunge cut isn’t required to get started.
It, and the larger XP (rated to burn through 40mm sheet), can also be used for stainless and aluminium.
The water jet-based Swift-Jet Pro uses a combination of water and garnet (a fine sand) to slice through anything from metal to wood and glass.
© MAG/Oliver Mark
As far as the Pro model goes, buyers have only two things to decide – the sizes of the table and power unit.
The smallest Pro 1250 comes with a 1.25sq m cutting area, while the longer 2500 measures 1.25×2.5m to accommodate a full sheet. Bigger still are 1.5x3m and 2x4m versions.
As for power units, there’s a choice of six, starting with Hypertherm’s Powermax45 Sync (roughly £2,500) for up to 12mm mild steel and topping out with the Powermax125 (£8,000) for 25mm sheet.
These can also be used with a standard handheld torch for freehand cutting.
Price-wise, the company is currently offering the Pro 1250 with a Hypertherm Powermax45 Sync power unit at a discounted rate of £15,995 for Farmers Weekly readers.

© MAG/Oliver Mark
Planning the work
The system uses software loaded on an accompanying Windows-based touchscreen, and you needn’t be a computer whizz to sketch a virtual 2D shape and take it through to the finished article.
Parts can either be drawn from scratch using the simple, integrated CAD design program, imported by email or USB.
Or, for those who want to dodge the complexities of CAD altogether, automatically generated from a jpg image of a replica item laid on the workshop floor.
All of these can be named and saved for future use, meaning reproductions require little more than the touch of a button.
Handily, Swift-Cut also grants access to a back-catalogue of 90-odd pre-saved part shapes that covers common baseplate, flange and lifting eye designs, the dimensions of which can be tweaked.
And there’s an “advanced” screen mode that gives a wider breadth of settings for non-sheet metal, such as box-section and I-beams.
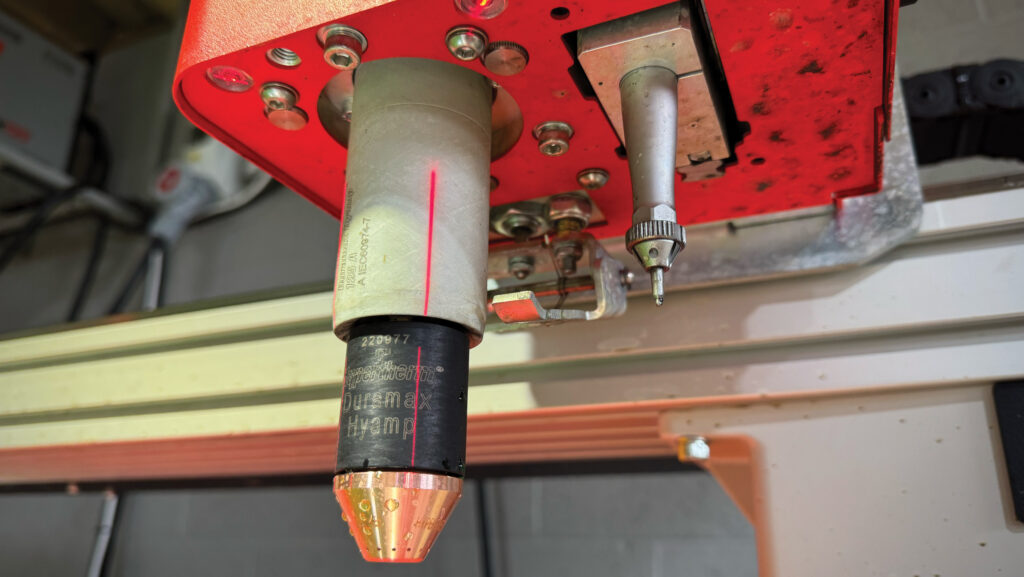
Cutting head
Once the design has been loaded, the magnet-mounted cutting head then gets to work, cruising along its linear gantry rails to follow the digital pattern with circa 0.5mm precision.
It fires a high-intensity, 40,000C arc to melt the steel while simultaneously blasting a jet of air to expel the debris and leave a clean finish.
Unlike with laser cutting, the metal needn’t be clean, pristine nor perfectly flat, says Swift-Cut, thanks to an automatic torch height system that keeps the tip a consistent distance from the workpiece.
Work speed is calculated automatically based on the thickness of the metal. At its limit on 25mm mild steel, this is typically about 1.5m/min, rising to 9m/min on wafer-thin sheets.
The finished edge tends to have a few small burrs that, for high-precision projects, will need to be cleaned up with an angle grinder.
Keen-eyed perfections might also spot a gentle, flame-shaped taper to the finish, most noticeable on small holes in thick metal.
To avoid this, fabricators can instead use the machine to spot mark a hole before mag drilling it.
And there’s the option of speccing a tungsten-tipped engraving head to add centre-pierce dots, fold lines, logos or part numbers.

Apart from electricity, torch head consumables are the main running cost © MAG/Oliver Mark
Fume extraction
Most cutting tables are sold with a 10cm-deep waterbed to suppress fumes and particulates without the need for any further air extraction provisions.
This setup has the added benefit of keeping the parts cool enough to pick up, gloveless, immediately after a cut, meaning users are far less likely to see any heat-induced warping of the workpiece.
But the water does need treating with a rust inhibitor and anti-fungal tablets, and a dose of Shrek-green drain dye to keep it looking fresh.
Alternatively, buyers working regularly with aluminium or stainless steel might favour the “downdraft” setup.
It’s a pricey option – expect another £3,000 lumped on the bill.
It features a series of baffles that open as the cutting head gantry passes to suck up nasties and send them through either an extraction system or a series of filters.
These additional standalone elements can cost between £2,500 and £10,000.
As for running costs, Swift-Cut reckons on about £9/hour, including electric for both the plasma unit and compressor – which needs to put out 7-7.5 bar – and the torch head consumables.
Second-hand prices for well-maintained units tend to be high, and the firm offers a service and support package for both new and used machines. A service kit costs £495.
Plasma, laser or oxy-fuel?
There are three main options for high-precision sheet metal cutting – plasma, laser and oxy-fuel.
All will do a far better job than a crude workshop gas axe or angle grinder, but they differ in cost, accuracy and speed of work.
Oxy-fuel is the oldest of the three and performs best on thicker materials (15cm or more), but cut quality is moderate, cutting speed is slow, and it’s the least precise.
Laser has the edge for ultra-accurate, intricate designs, with its narrow, intense ray of light leaving a cleaner, smoother edge with few burrs.
It’s also faster than a plasma on thinner materials but relies on the workpiece being clean and flat.
The machines are expensive to buy, run and maintain, and need to be fully enclosed, so they take up more space and can be awkward to load.
Plasma cutters, on the other hand, cost less, tolerate tattier metal dragged straight off a workshop rack, and will cut through thick material quicker.
However, they’ll do so slightly less accurately and leave a few burrs on the edge – though unlikely to the detriment of a farm project.
